You judge high-pressure hose quality by examining the coverage percentage and the uniformity of the wire crossovers, which directly dictate the burst pressure limits. Operating a hydraulic system with substandard reinforcement puts your machinery and personnel at risk of sudden, violent component failure. It is frustrating to invest in expensive equipment only to have it sidelined by a cheap conduit that cannot handle the rated load. By mastering the art of inspecting braid density, you ensure that every assembly in your shop meets the highest safety and performance standards.
How Do You Measure Wire Braid Density in a High-Pressure Hose?
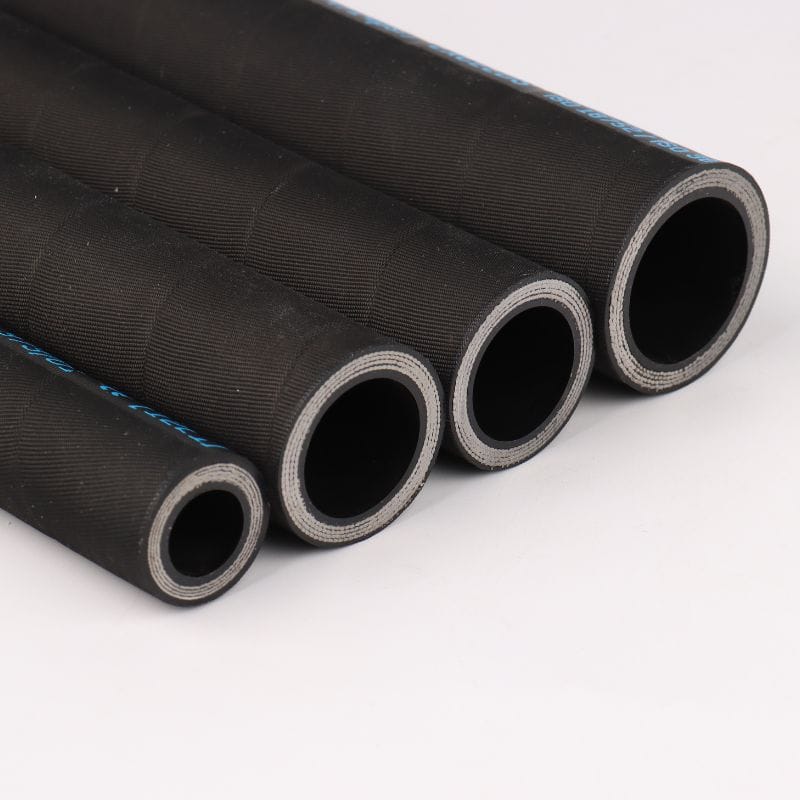
You measure density by calculating the percentage of the hose surface area covered by the metal wires compared to the underlying rubber tube. A premium high-pressure hose will typically feature coverage exceeding 90%, leaving very little of the internal elastomer visible. This tight mesh provides the necessary tensile strength to counteract the internal force of pressurized fluid.
Calculation Methods For Reinforcement
Determining the exact density requires looking at the number of wire strands per carrier and the total number of carriers. Most manufacturers provide these specifications, but you can also verify them during a cross-section inspection.
- Count the number of wire bundles around the circumference.
- Identify the number of individual wires within each bundle.
- Measure the gap distance between the intersecting braid patterns.
Importance Of Total Surface Coverage
When the metal wires are spaced too far apart, the rubber tube can “extrude” through the gaps during pressure spikes. This leads to localized thinning of the tube and eventually a pinhole leak or complete burst.
- High density prevents rubber deformation under load.
- Uniform coverage ensures equal stress distribution.
- Tighter braids offer better protection against external abrasion.
Why Does Braid Angle Affect High-Pressure Hose Performance?
The braid angle, often referred to as the neutral angle of 54.7 degrees, determines whether a high-pressure hose will change length or diameter when under load. If the manufacturer deviates from this specific geometry, the hose may contract or expand significantly, putting undue stress on your fittings and connectors.
Achieving The Neutral Braid Angle
The neutral angle is the mathematical “sweet spot” where the radial and axial forces of the internal pressure are perfectly balanced. When you use an assembly with this precision, the hose remains dimensionally stable during operation.
- Maintains consistent length under high-pressure pulses.
- Prevents the hose from “snaking” or twisting in tight spaces.
- Reduces mechanical stress at the crimping point of the fitting.
Consequences Of Incorrect Angles
Hoses braided at an incorrect angle will either lengthen or shorten when pressurized. This movement can pull the hose out of its fitting or cause it to rub against nearby metal components, leading to external wear.
- Shortening can pull on the hydraulic adapters.
- Lengthening causes sagging and potential entanglement in moving parts.
- Dimensional instability weakens the bond between the wire and the rubber.
What Role Does Steel Quality Play in High-Pressure Hose Braiding?
The quality of the high-pressure hose depends heavily on the tensile strength and corrosion resistance of the steel wire used in the braid. High-carbon steel wires are preferred because they offer the best balance of flexibility and strength required for mobile and industrial applications.
Testing Wire Tensile Strength
Manufacturers like Topa perform rigorous hardness and tensile tests on incoming wire stock. This ensures that every strand can withstand the rated pressure without stretching or snapping.
- Wires must meet specific ISO or SAE material standards.
- Hardness testing ensures the wire is not too brittle.
- Ductility checks confirm the wire can bend without cracking.
Corrosion Resistance For Longevity
If the wire braid begins to rust inside the hose, it will lose its structural integrity very quickly. This is why many high-performance hoses use galvanized or specially treated wires to resist moisture and chemicals.
- Galvanization provides a protective zinc coating.
- Chemical compatibility checks prevent wire degradation.
- Salt spray testing validates environmental resistance in harsh areas.
| Wire Property | Performance Benefit | Testing Method |
| High Tensile | Higher Burst Pressure | Tensile Pull Test |
| Hardness | Wear Resistance | Rockwell Hardness Test |
| Galvanization | Corrosion Protection | Salt Spray Exposure |
How Can High-Pressure Hose Braid Gaps Lead to Early Failure?
Gaps in the wire reinforcement of a high-pressure hose create “weak spots” where the inner rubber tube is unsupported. When the system is pressurized, the rubber is pushed into these gaps, which causes micro-tears and thermal degradation of the elastomer.
Identifying Extrusion Zones
Extrusion occurs when the pressure forces the tube material through the holes in the metal braid. Over time, these small protrusions become brittle and eventually crack, leading to internal failure.
- Visible through microscopic cross-section analysis.
- Often precedes a full-scale hose burst during surges.
- Indicates poor manufacturing control during the braiding process.
Heat Dissipation Problems
A tight wire braid also helps dissipate heat away from the inner tube. When there are large gaps, the rubber is exposed to higher localized temperatures, which accelerates the aging process.
- Steel acts as a heat sink for the hydraulic fluid.
- Consistent density ensures even temperature distribution.
- Reduced gaps prevent “hot spots” that weaken the tube wall.
| Gap Status | Result on Rubber | System Risk |
| No Visible Gaps | Full Support | Maximum Safety |
| Minor Gaps | Potential Extrusion | Periodic Leak Risk |
| Large Gaps | Immediate Extrusion | High Burst Probability |
Is More Braiding Always Better for Your High-Pressure Hose?
While high density is good, simply adding more layers to a high-pressure hose does not always improve its quality or performance. The design must balance the number of braid layers with the flexibility and weight requirements of the specific application.

One-Wire vs. Two-Wire Braids
A single-wire braid hose is lighter and more flexible, making it ideal for low-to-medium pressure applications. Two-wire braids offer higher pressure ratings but are stiffer and harder to route in tight engine compartments.
- 1SN/R1 hoses use a single layer for general utility.
- 2SN/R2 hoses use two layers for heavy-duty industrial use.
- Spiral reinforcement is used instead of braid for ultra-high pressures.
The Trade-off With Flexibility
As you increase the density or number of wire layers, the bend radius of the hose typically increases. If a hose is too stiff for your application, it will put mechanical stress on the couplings and may leak.
- Determine the minimum bend radius before installation.
- Heavily braided hoses may require larger routing spaces.
- Excessive braiding can make manual assembly difficult for workers.
What Visual Signs Indicate a High-Pressure Hose Braid Defect?
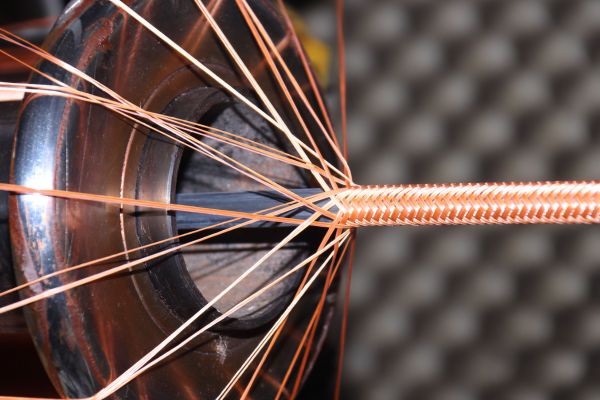
You can often spot a low-quality high-pressure hose just by looking at the reinforcement through the outer cover or at the cut ends. Visual cues like “bird-caging,” where the wires puff out, or uneven spacing are clear indicators of a compromised structure.
Spotting “Bird-Caging” Defects
Bird-caging occurs when the wire braid is not under proper tension, causing the wires to separate from the inner tube. This creates an air pocket that can collapse or burst when the hose is put into service.
- Look for bulges or uneven areas on the hose exterior.
- Check for loose wire ends at the cut face of the hose.
- Ensure the braid is flush against the internal rubber layer.
Pattern Irregularities and Skips
A high-quality braid should look like a perfect fabric weave with no missing strands or overlapping bundles. Skips in the pattern represent significant weak points that will fail under high-pressure pulses.
- Inspect the hose for “holes” in the metal lattice.
- Check for bundles that appear to be crossing at the wrong angle.
- Verify that the braid pattern remains consistent for the entire length.
| Visual Defect | Physical Appearance | Root Cause |
| Bird-Caging | Puffed out wires | Lack of Tension Control |
| Pattern Skip | Missing wire section | Machine Malfunction |
| Tangled Braid | Overlapping wires | Poor Carrier Calibration |
Can High-Pressure Hose Braid Density Impact Fitting Retention?
The density of the reinforcement in a high-pressure hose is critical for “fitting retention,” which is the ability of the coupling to stay attached under pressure. When you crimp a fitting, the teeth of the ferrule must bite into the wire braid to create a mechanical bond.
How Ferrules Grip The Braid
In a high-density hose, there is more metal for the fitting to grab onto. This increases the friction and mechanical lock between the hose and the adapter, preventing “blow-offs.”
- More wires mean more contact points for the fitting.
- High density prevents the wire from shifting during crimping.
- Provides a solid foundation for high-pressure seals.
Risks Of Low-Density Retention
In a hose with low braid density, the fitting teeth might only grab a few wires or mostly bite into soft rubber. This results in a weak connection that can easily fail when the system reaches its maximum operating pressure.
- Leads to “coupling pull-out” failures.
- Causes leaks at the interface of the hose and fitting.
- Increases the risk of injury from whipping hoses during failure.
| Braid Density | Grip Strength | Failure Risk |
| High (>90%) | Exceptional Lock | Very Low |
| Moderate (80-85%) | Standard Grip | Moderate (Spikes) |
| Low (<75%) | Unreliable Grip | High (Blow-off) |
How Do Do Different Standards Define High-Pressure Hose Braid?
International standards like SAE J517 and EN 853 provide the baseline requirements for high-pressure hose construction, including braid density and pressure ratings. Compliance with these standards ensures that the product you buy is compatible with global machinery and safety regulations.

SAE vs. EN Standards
The SAE (Society of Automotive Engineers) and EN (European Norm) standards often overlap but may have different requirements for bend radius or specific impulse cycles.
- SAE 100R1/100R2 are common braiding standards.
- EN 853 1SN/2SN are the European counterparts.
- Both require specific minimum coverage and burst pressure ratios.
Certification and Traceability
Topa ensures that all products meet or exceed these international benchmarks. By following ISO standards, the factory provides traceability, allowing you to know exactly when and how your hose was manufactured.
- Look for standard markings printed on the hose layline.
- Verify that the burst pressure is at least 4x the working pressure.
- Request material certifications for critical applications.
| Standard | Description | Key Focus |
| SAE 100R2 | 2-Wire Braid Hose | High Pressure Performance |
| EN 853 2SN | 2-Wire Braid Hose | Tight Bend Radius |
| ISO 9001 | Management Standard | Consistency and Quality |
Should You Trust Third-Party High-Pressure Hose Braid Tests?
Independent lab testing is the ultimate way to verify that a high-pressure hose truly meets its advertised braid density and performance specs. These tests use advanced imaging and destructive testing to prove the manufacturer’s claims are accurate.
Pulse and Burst Testing
A pulse test subjects the hose to hundreds of thousands of pressure cycles to see how the braid handles fatigue. This is a much more accurate measure of quality than a simple static burst test.
- Topa conducts pulse tests to ensure long-term durability.
- Hoses must survive 200,000+ cycles to pass many standards.
- Simulates real-world conditions like those found in excavators.
Micrographic Analysis
Lab technicians use high-resolution cameras to take cross-sections of the hose. They can then use software to calculate the exact wire coverage percentage and check for any internal braiding flaws.
- Provides an unbiased measurement of braid density.
- Reveals hidden defects like wire crossover thinning.
- Acts as a final verification for critical safety components.
Conclusion
Selecting a high-pressure hose without verifying the wire braid density is a gamble that often results in expensive downtime and safety hazards. At Topa, we combine 20 years of manufacturing expertise with rigorous testing to ensure that our reinforcement layers exceed industry standards. Whether you are operating heavy machinery in agriculture or maintaining critical oil and gas pipelines, our team is dedicated to providing the reliable components you need to stay productive. We prioritize your system’s integrity by using high-tensile steel and precision CNC braiding to create the perfect balance of strength and flexibility. If you are ready to upgrade your hydraulic assemblies with components you can trust, contact us today for a custom quote or a free sample of our world-class products.
FAQ
Can I tell if a hose is high quality just by looking at the braid?
Yes. You can look at the ends of the hose or through the translucent cover to see if the wire weave is tight and uniform with no visible gaps or overlapping strands.
What is the best way to prevent hose blow-offs?
Ensure that your hose has a high braid density and that you are using high-quality ferrules and fittings that are correctly crimped to the manufacturer’s specifications.
How do I know if the wire braid is rusting inside the hose?
It depends. While it is hard to see internally, you can look for reddish-brown staining on the hose ends or “bubbles” in the outer cover which indicate internal corrosion and gas buildup.
Is a 4-wire spiral hose better than a 2-wire braided hose?
It depends on your pressure requirements. Spiral hoses are much stronger and handle higher impulse loads, but braided hoses are far more flexible and easier to install in most standard systems.
Does a higher braid density make the hose harder to bend?
Yes. Generally, a tighter and denser wire braid increases the stiffness of the hose, which is why it is important to check the minimum bend radius before finalizing your system design.




