
Why Do Hydraulic Hoses Fail in Cold Weather?
Hydraulic hoses fail in cold weather because low temperatures cause
Hydraulic hoses fail in cold weather because low temperatures cause
Quick couplings fail under heavy pressure primarily due to localized

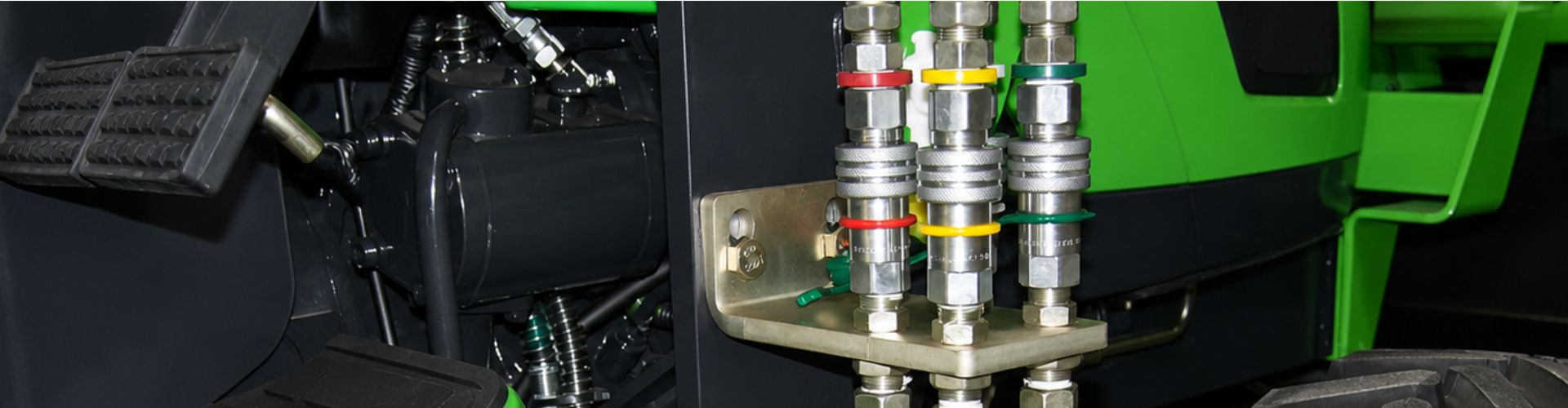
You are operating a heavy-duty front-end loader during peak harvest
Hydraulic fittings fail during installation primarily due to excessive torque,

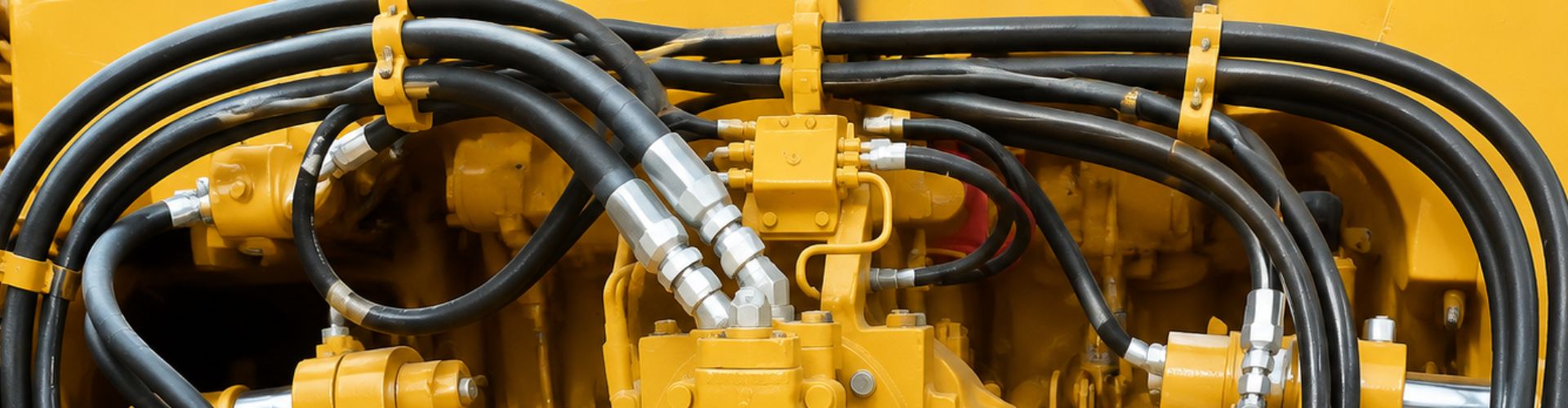
Improper hydraulic hose routing drastically shortens hydraulic cylinder life by

You are standing next to an industrial machine during a
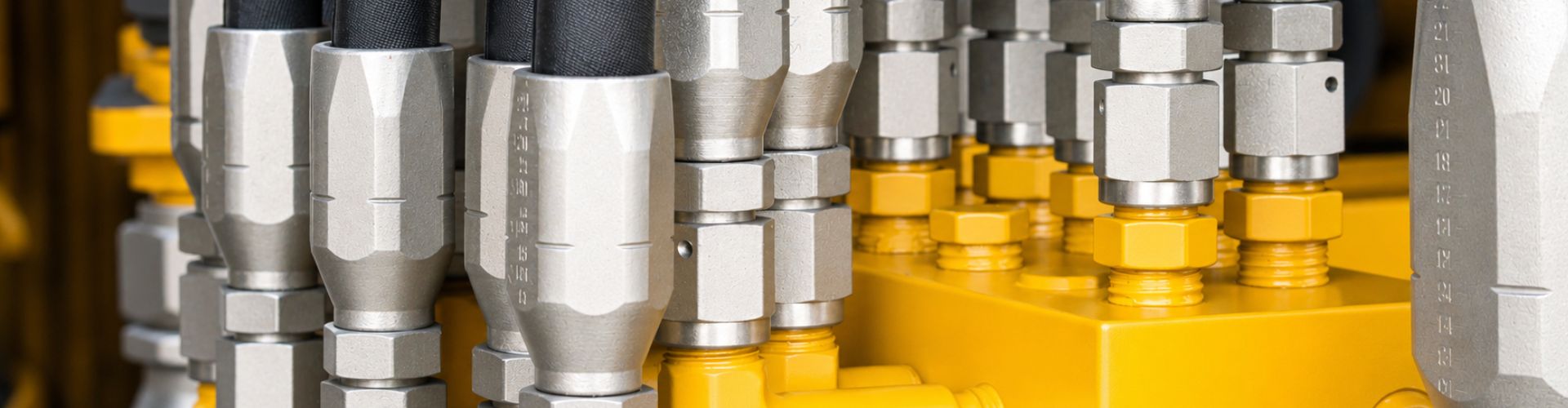
Identifying the correct thread and seat combination requires direct physical

Hydraulic hose problems in forestry machinery are primarily caused by

Hydraulic cylinder failure is directly caused by a loss of

Imagine you are standing next to an industrial tractor during